- Home
- Sākums
-
E-veikals
- Rūpniecības nozares
- Procesi
-
Gāzes un aprīkojums
- Aukstuma aģenti
- Atmosfēras gāzes
- Biogāze
- Centralizētās gāzu padeves sistēmas
- Dizaina un inženieru
- Elektronikas nozarē lietotās gāzes un ķimikālijas
- Farmaceitiskā produkcija
- Gāzu detektori
- Gāzu instalācijas
- Gāzu skola
- Griešanas un metināšanas aprīkojums
- Griešanas un metināšanas gāzes
- Hēlijs
- HiQ speciālās gāzes un aprīkojums
- Iepakotas ķimikālijas
- Medicīnas gāzes
-
Pakalpojumi
-
Drošība un veselība
-
Klientu servisa centrs
-
Jaunumi & Presei
- Tirdzniecības vietu meklētājs
Efektīva karsēšana ar liesmu pirms mūsdienu tērauda metināšanas un griešanas
Nepieciešamība pēc tērauda konstrukcijām, kas ir gan izturīgas, gan vieglas, ir rosinājusi izstrādāt jaunu augstas stiprības tēraudu. Tomēr bieži pilnveidotas mehāniskās īpašības nozīmē, ka pirms metināšanas ir nepieciešama priekškarsēšana. Turklāt atsevišķos gadījumos priekškarsēšana pirms griešanas ir pat ieteicama. Izmanto vairākas atšķirīgas priekškarsēšanas metodes, un katrai no tām ir savas priekšrocības un trūkumi. Šajā rakstā mēs padziļināti izpētīsim, kā darbojas zināmā mērā aizmirstā priekškarsēšanas metode, un iepazīsimies ar tās priekšrocībām un trūkumiem.
Kādēļ jāveic priekškarsēšana?
Daudzos gadījumos tērauda mehānisko īpašību pilnveide nozīmē, ka tas kļūst uzņēmīgāks pret auksto plaisu rašanos metināšanas laikā. Auksto plaisu rašanās ir saistīta ar:
- pamatmateriāla un metināmā materiāla ķīmisko sastāvu;
- plāksnes biezumu;
- ūdeņraža īpatsvaru metināmajā materiālā;
- pievadītā siltuma/iekšējā sprieguma līmeni;
- elektriskā sprieguma līmeni.
Metināmā metāla mikrostruktūru galvenokārt nosaka karsēšanai izmantotā ķīmiskā viela, materiāla sastāvs un biezums.
Kā izvairīties no ūdeņraža izraisītu plaisu rašanās?
Plaisu rašanos var izraisīt daudzveidīgi faktori, tostarp materiāla izvēle, uzbūve, metināšanas process un tā parametri (siltuma pievade, pildvielas, gāze un/vai pulveris ar zemu ūdeņraža īpatsvaru), metināšanas procesa pārvaldība un karsēšana pirms vai pēc metināšanas.
Šajā rakstā ir aplūkota karsēšana ar liesmu kā metode, kas samazina auksto plaisu rašanās risku metināšanas (un griešanas) laikā. Priekškarsēšana samazina atdzišanas efektu (ietekmējot strukturālas pārmaiņas, piemēram, samazinot martensīta īpatsvaru, kā arī metināmā metāla cietību un termiskās ietekmes zonu). Priekškarsēšana arī samazina ūdeņraža īpatsvaru (to var panākt arī, pēc metināšanas veicot termisko apstrādi).
Norādījumi par ferīta tērauda apstrādi ir sniegti vadlīnijās EN 1011-2: 2001. Ieteicamā temperatūra dažādiem materiāliem:
- Ogļūdeņraža-mangāna (CMn) un augstas cietības tērauds (HSS): 50-150°C
- Pret stiepi izturīgs tērauds: 75-200 °C
- Instrumentu tērauds: 200-350°C
Tā kā tērauda klāsts ir daudzveidīgs, iesakām konsultēties ar jūsu tērauda piegādātāju, lai noskaidrotu vispiemērotāko priekškarsēšanas metodi. Mazāk zināms ir fakts, ka atsevišķiem materiāliem, piemēram, HARDOX, pirms griešanas ir vajadzīga priekškarsēšana.
LPG (sašķidrināta naftas gāze)
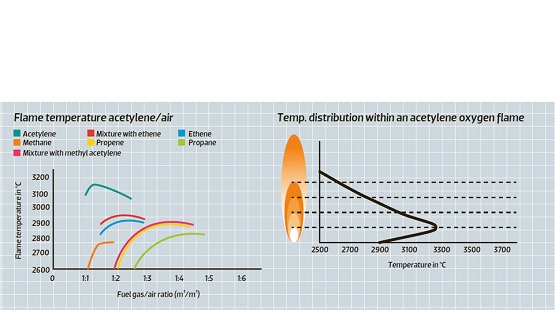
Kombinācijā ar skābekli LPG temperatūra var sasniegt aptuveni 2800 °C. Temperatūras izkliede liesmā ir vienmērīgāka nekā acetilēna izmantošanas gadījumā, lai gan karsēšanai ir zemāka precizitāte. LPG ieteicams izmantot biezāku metināšanas metālu karsēšanai. Skābekļa un LPG attiecība maisījumā ir 4:1, kas ievērojami paaugstina skābekļa patēriņu, kā arī trokšņa līmeni. Liela liesma arī paaugstina operatoram piemērojamo termisko slodzi.
Nav lietderīgi LPG liesmā skābekli aizstāt ar saspiestu gaisu, jo gaisa plūsma sasniegs masīvu apjomu. Taču to var izmantot mazos degļos.
Propilēns, dabasgāze
Arī propilēns un dabasgāze ir pieejami tirgū kā karsēšanas komponenti. Propilēnam (kam peču zīmes nosaukums ir THERMOLENE) ir daudz kopīgu īpašību ar LPG. Tomēr tā liesmas temperatūra ir nedaudz augstāka un jāizmanto mazāk skābekļa. Dabasgāze ir faktiski pieejama tikai tad, ja ir nodrošināts pieslēgums dabasgāzes sadales tīklam. Liesmas temperatūra ir nedaudz zemāka, nekā izmantojot LPG/skābekli.
Turklāt ir pieejams plašs tā dēvēto Bunzena degļu klāsts. Tos darbina deggāze un atmosfēras gaiss. Visiem šiem degļiem raksturīgs, ka tie bieži nespēj nodrošināt efektivitāti, kas nepieciešama resursietilpīgiem karsēšanas risinājumiem.

Degļi
Tirgū ir pieejams plašs karsēšanas degļu klāsts. Vienkāršos risinājumos esošajam deglim tiek pievienots tā dēvētais degļa ieliktnis. Taču mūsdienās tiek izmantoti īpaši karsēšanas degļi. Degļi var būt manuāli vai mehāniski, un tos var pielāgot jebkuram iespējamajam risinājumam.
Lielsēriju ražošanai piemērotos mehanizētos degļus var aprīkot ar automātisku aizdedzi un bezvadu temperatūras kontroles un liesmas kontroles sistēmām, lai panāktu visaugstāko iespējamo drošības līmeni. Tie ir pieejami izmēros, kas stundā spēj apstrādāt līdz 30 000 litriem uzliesmojošās gazes.
Manuālie degļi ir ārkārtīgi daudzveidīgi un var tikt lietoti ar skābekli, saspiestu gaisu un dažādām uzliesmojošajām gāzēm. Tie ir pieejami arī daudzos un dažādos izmēros. Mazākā izmēra degļi, kas patērē dažus simtus litru uzliesmojošas gāzes stundā, ir piemēroti maziem darbiem, savukārt lielāka izmēra degļus, ar kuriem var apstrādāt līdz 20 000 litriem gāzes stundā, izmanto smagāku plākšņu un konstrukciju karsēšanai. Apstrādājot plānāku metālu vai karsējot ar mērenu liesmu, skābekli/ODOROX var aizstāt ar saspiestu gaisu.
Kādēļ vērts izmantot karsēšanu ar liesmu?
Neņemot vērā popularitātes kritumu pēdējos gados, šis karsēšanas risinājums nav zaudējis savu lietderību un būtu jāapsver kā alternatīva ikreiz, kad nepieciešama karsēšana. Šim procesam ir šādas priekšrocības:
- teicama pielāgojamība;
- augsta efektivitātes kategorija;
- ātra uzkarsēšana;
- zemas sākotnējās izmaksas;
- izmantoto uzliesmojošo gāzi var pielāgot veicamā darba prasībām.
Protams, ir arī trūkumi.
- Gāzes padeve ir jākalibrē atbilstoši patēriņam. Jāņem vērā izmantoto gāzes balonu gazifikācijas kapacitāte, un pievienoto acetilēna komplektu skaits ir jāpielāgo degļu izmēram.
- Drošība. Nepieciešama apmācība, lai garantētu optimālu drošības un veiktspējas līmeni, izmantojot šo karsēšanas risinājumu.



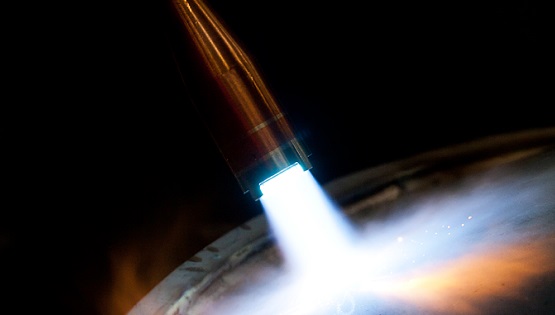
Priekškarsēšana, veicot virsmu metināšanu.
Karsēšana ar acetilēnu/saspiestu gaisu nodrošina sausu virsmu un nepieciešamības gadījumā – augstāku darba temperatūru.